Honeywell Endurance Valve
The project scope was to research gem-like materials for a pneumatic control valve to maximize endurance. The material selected must withstand 10 million cycles operating at 10 cycles/sec and maintain a consistent seal. The original project description suggested using a ruby ball and sapphire seats to seal pressure; however, the team implemented Polycrystalline Diamond (PCD) instead after partnering with U.S. Synthetic. PCD is harder than ruby and sapphire, and promised an even better valve interface.
Start a Work With UsProject Details
- Started on: August 29, 2016
- Completed on: May 5, 2017
- Budget: $2,000.00
- Location: United States of America
- Category: Mechanical, Endurance Test
- Investors: Honeywell, U.S. Synthetics

In the past, Honeywell manufactured an air controlled valve used in missile guidance. The valve’s interface was made of steel. It operated 800 times a second to guide the missile. Steel was an acceptable material for the valve because of the missile’s short life expectancy. Currently, Honeywell wants to expand this technology for commercial aircraft use. There is a market in the industry for a valve that is capable of enduring millions of cycles. This valve will keep the jet engine turbine rotating after landing to evenly cool its components.
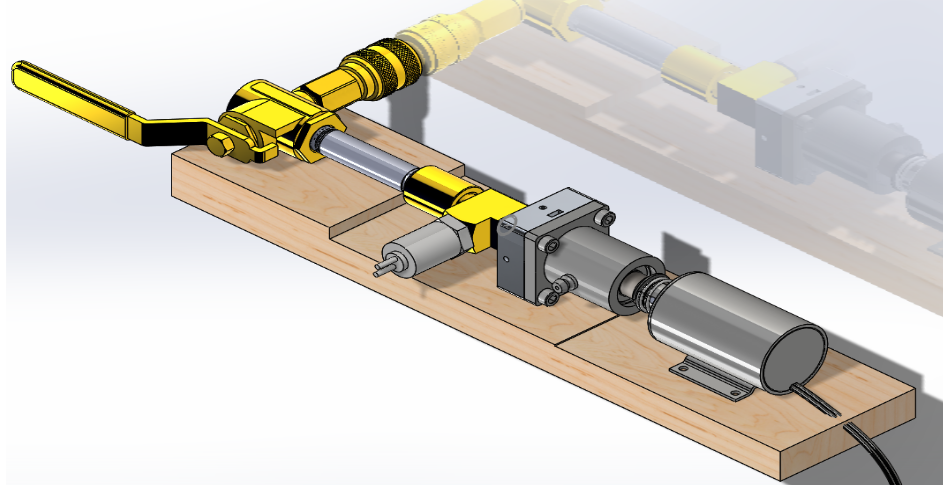
Testing Apparatus
The solenoid retracts the armature, opening the valve. The spring pushes the armature back, sealing the valve. There is some clearance between the armature and bearing, allowing the poppet to self align with the seat. A ball valve and regulator are used to control pressure from a 60 gallon tank.

Synthetic Diamond Components

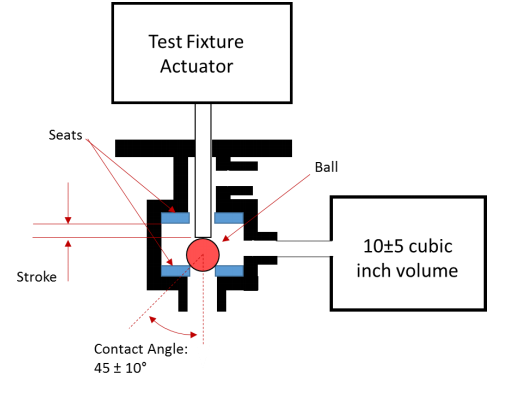
Diamond has extreme hardness and wear resistance that makes it ideal to implement it in the pneumatic valve test fixture. Selecting a synthetic diamond poppet design (push rod is connected to ball), as opposed to the suggested poker rod and ruby ball combination, eliminates the need to guide the ball and ultimately minimizes the leakage from the system. It also eliminates the need for two seats, simplifying the test fixture.
Results
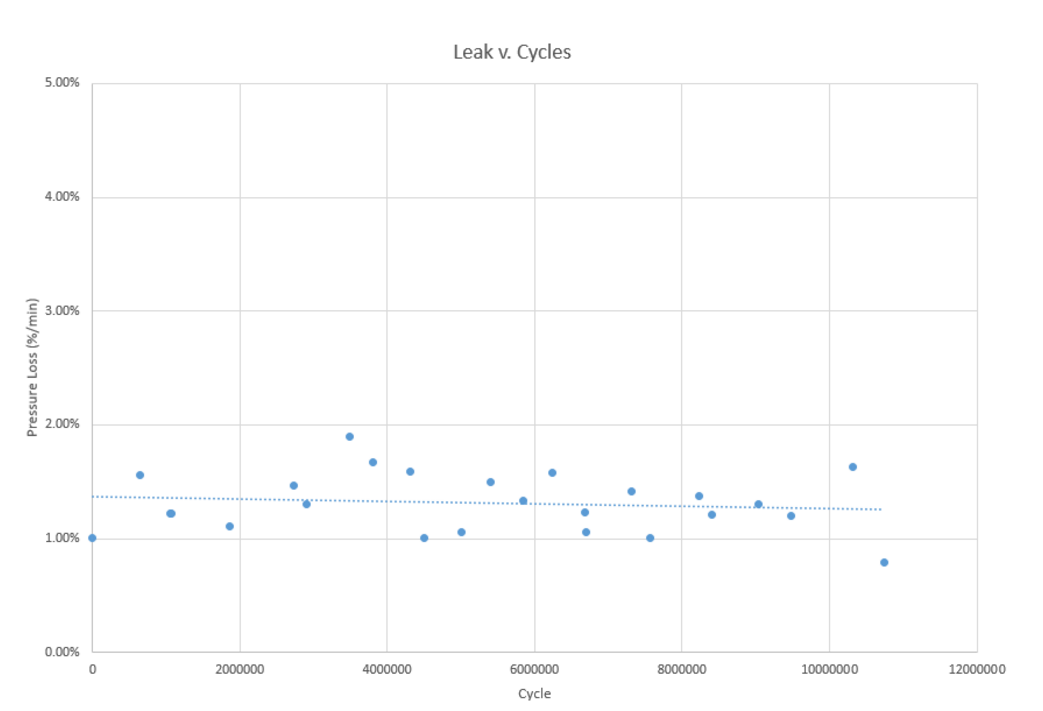
The results from the leakdown test are shown above, where leakage is plotted against number of cycles. While the data may seem scattered, the amount of leakage that escaped from the system consistently resided between 1%-2% pressure loss per minute. This trend continued beyond 10 million cycles, thus implying a successful testing process with no compromises to the air seal.

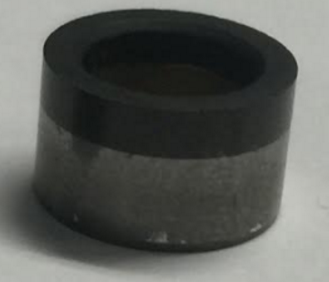
This picture shows the wear on the poppet after the 10 million cycles. There is a slight ring on the surface where it impacted the seat. However, this actually helps to make a better seal through a process called lapping. This helps to make that particualr seat and poppet a matched set.